Tecnologías de fabricación
Una oferta multitecnológica, sólida y completa en las siguientes tecnologías:
-

-
-

-
-

Soluciones multifunción
-


Máquinas para ejes montados, ejes y ruedas de ferrocarril
-




Soluciones para aplicaciones
Soluciones para la fabricación de componentes de alto valor añadido para, entre otros, los siguientes sectores:
-
Aeronáutico y aeroespacial
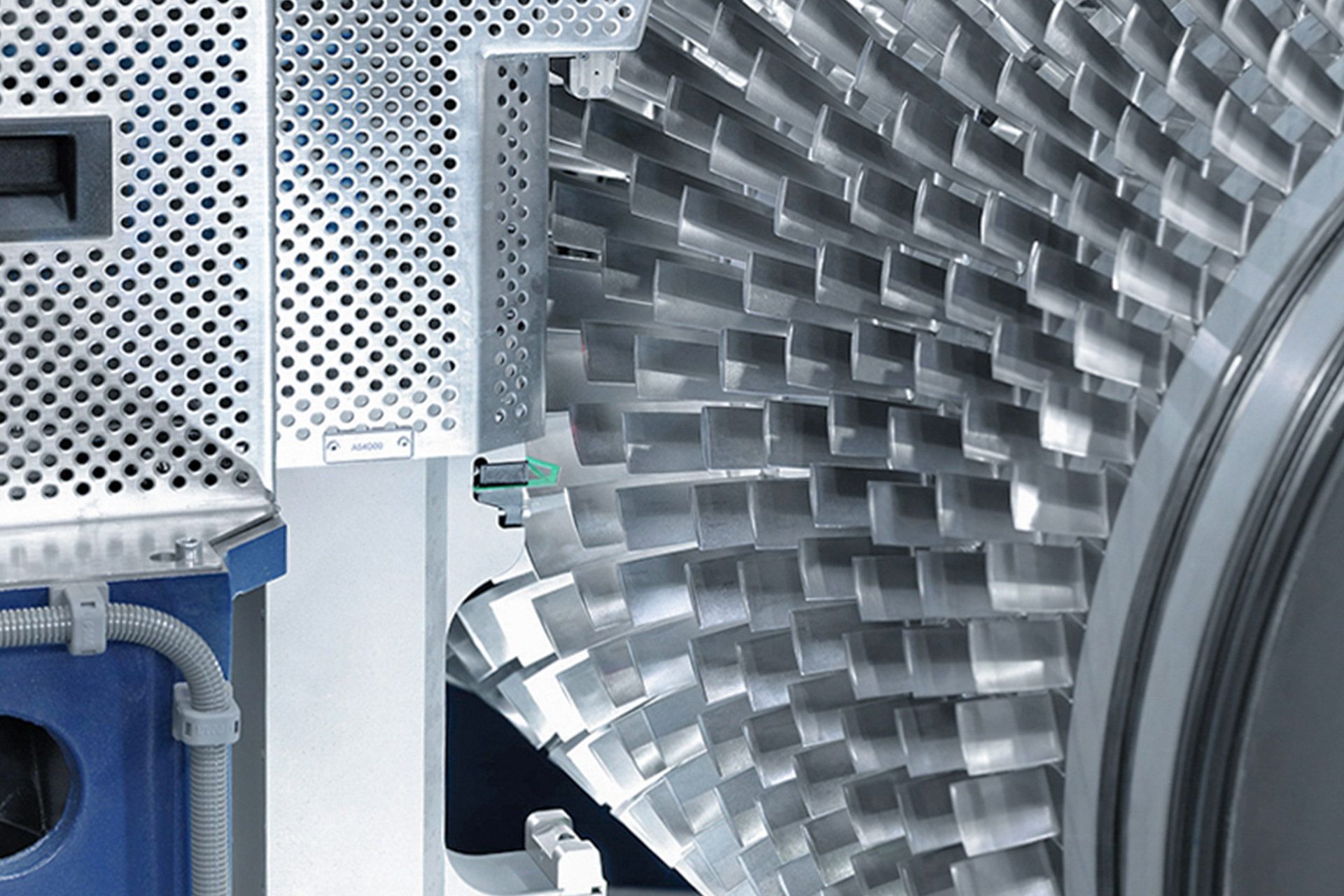
Siempre a la vanguardia, los sectores aeronáutico y aeroespacial enfrentan retos significativos en términos de fabricación. La necesidad de componentes ligeros, pero altamente resistentes, junto con geometrías complejas, plantea desafíos que requieren innovar en los procesos de mecanizado.
Danobat y Soraluce ofrecen respuestas únicas para la fabricación y el mantenimiento de los componentes críticos para aviones, helicópteros, satélites o cohetes como son los motores, aeroestructuras, o trenes de aterrizaje, entre otros.
-
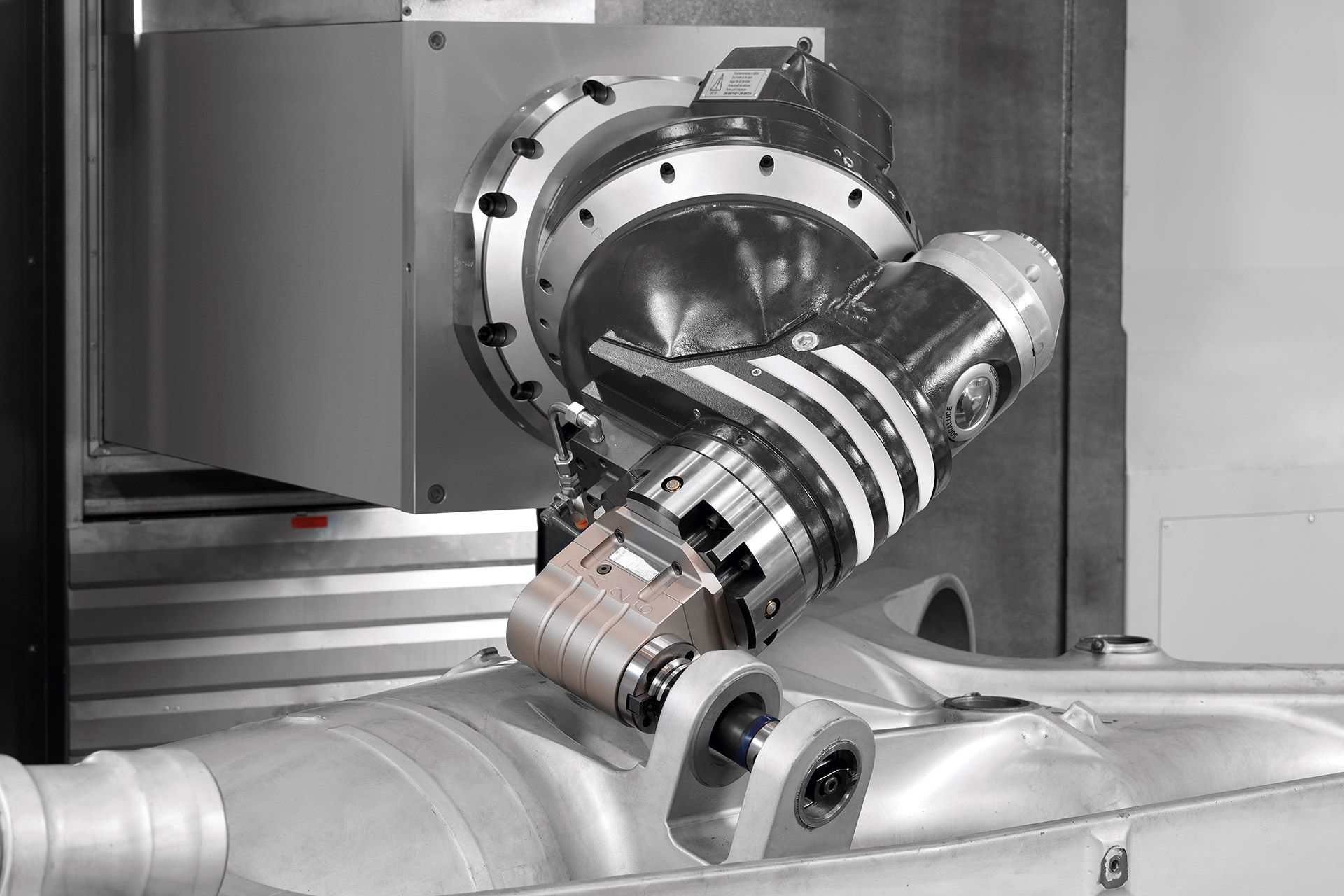
Automoción y movilidad eléctrica
En el sector de la automoción y la movilidad eléctrica, se presentan diversos desafíos en la fabricación de componentes. La aparición de nuevos vehículos eléctricos e híbridos brinda la oportunidad de cambiar hacia un paradigma más sostenible.
Las empresas de Danobatgroup siempre han estado en la punta de lanza, desarrollando soluciones para la fabricación de componentes de automoción junto con los principales fabricantes de vehículos para aplicaciones como ejes del árbol de levas, tulipas, ejes para la caja de cambios, ejes para la bomba de inyección diésel, componentes del steering rack, moldes para la producción de componentes como puertas y capós para vehículos, entre otros.
Ahora este nuevo paradigma nos permite seguir innovando para dar respuesta a los retos de producción de aplicaciones de esta nueva generación de vehículos.
-

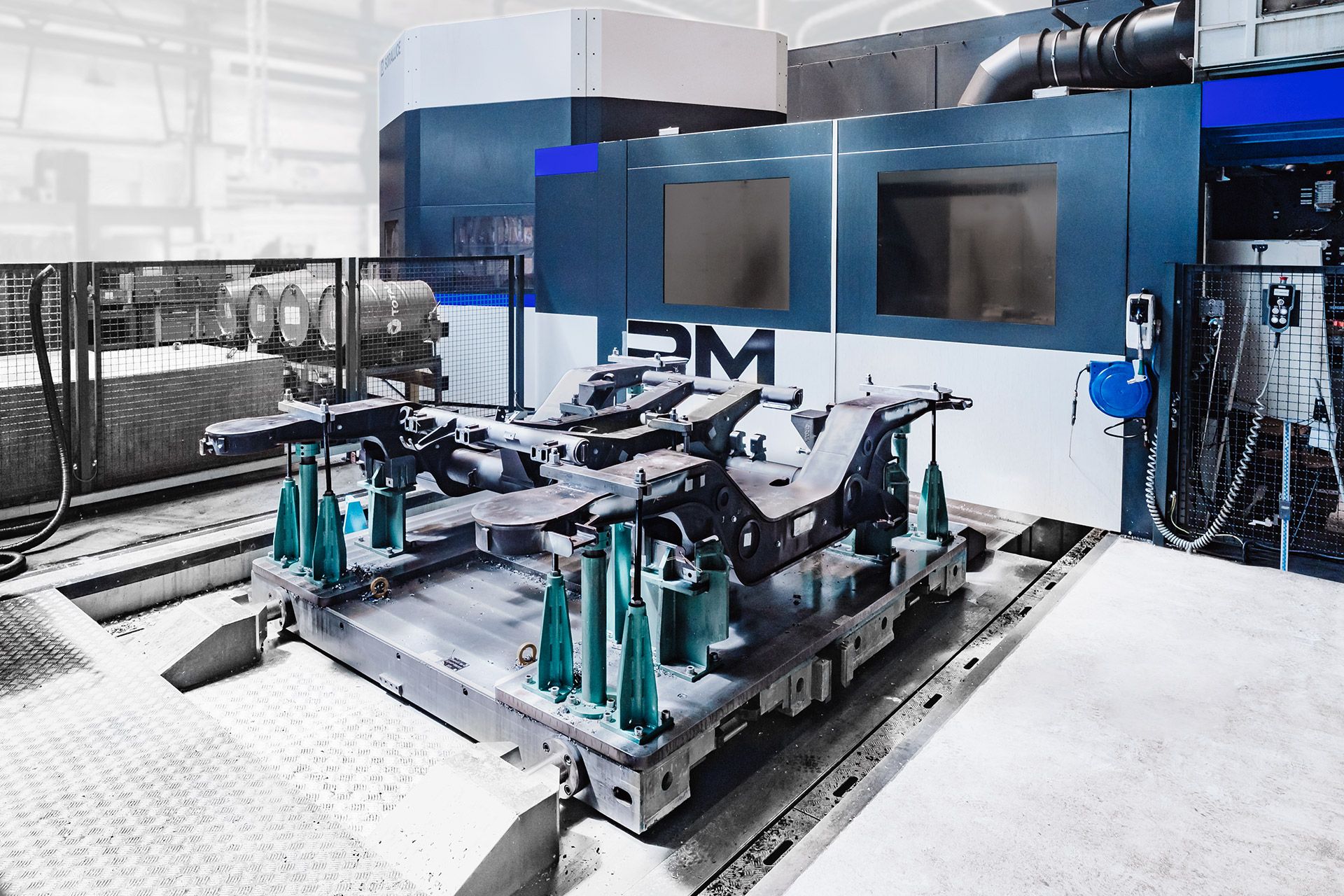
Ferrocarril
Danobat y Soraluce ofrecen soluciones integrales para el mantenimiento y fabricación de diversos tipos de material rodante y estructural para tranvías, metro, trenes interurbanos, de alta velocidad y de mercancías.
Los retos de este sector son diversos y abarcan áreas críticas para la eficiencia, seguridad y sostenibilidad del transporte ferroviario. Uno de los desafíos principales es la necesidad de desarrollar componentes que sean duraderos, manteniendo al mismo tiempo altos estándares de resistencia y seguridad. En este sentido, estamos trabajando junto con los principales fabricantes en nuevas soluciones de fabricación y mantenimiento que incorporan las tecnologías más avanzadas para aplicaciones como ejes, ruedas o bogies.
-
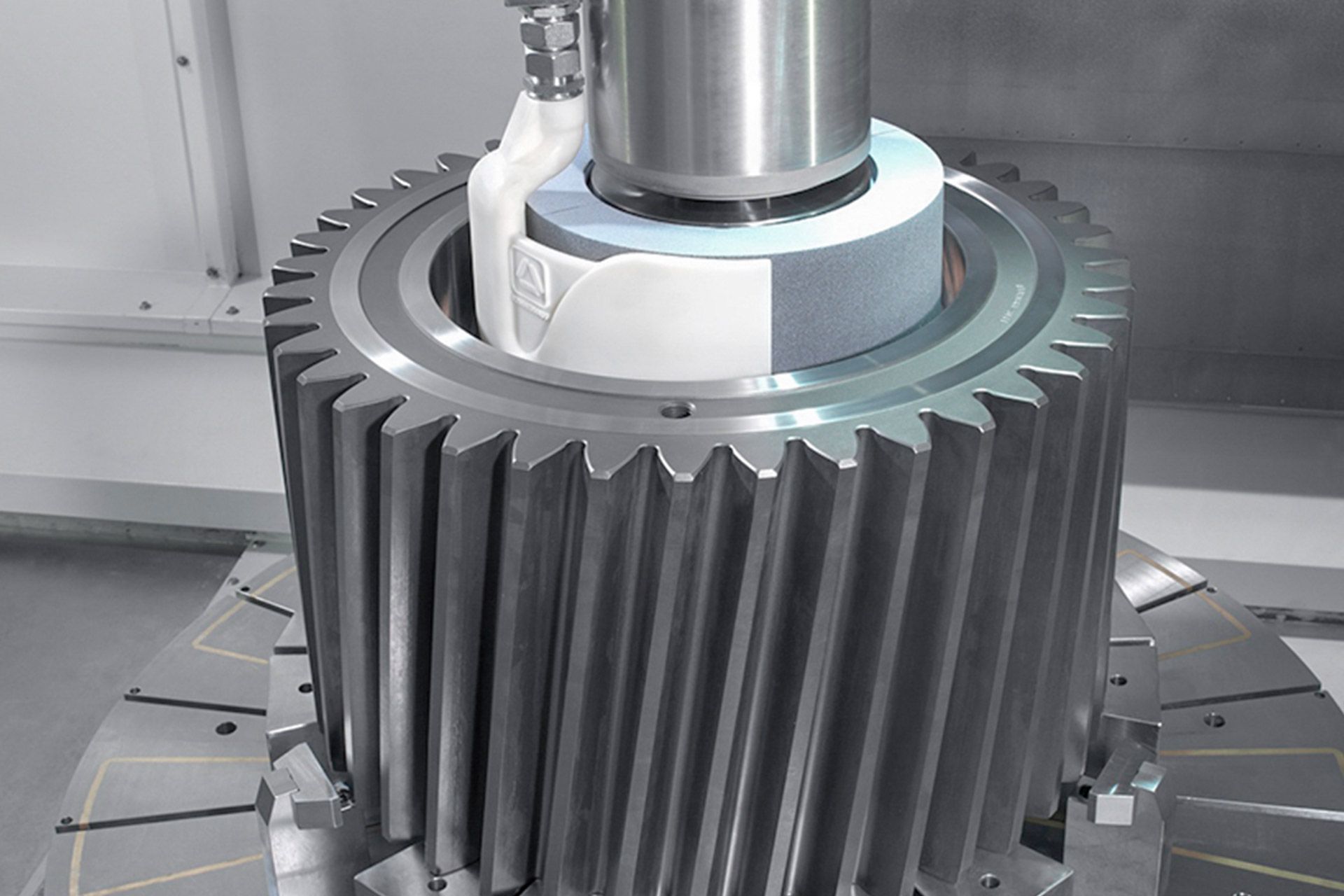

Energía
Danobat y Soraluce proporcionan soluciones de fabricación para diversos componentes del sector energético, incluyendo las energías renovables, el hidroeléctrico, el gas y el nuclear.
Nos enfrentamos a desafíos y requisitos específicos derivados de la naturaleza crítica de los equipos utilizados en la generación, transmisión y distribución de energía. Soluciones que requieren de alta precisión y tolerancias rigurosas, para asegurar el rendimiento óptimo y la seguridad de los componentes que, en muchas ocasiones, operan en condiciones extremas.
-
Bienes de equipo
En un sector donde la eficiencia y calidad en la producción son clave, Danobat y Soraluce ofrecen soluciones avanzadas para el mecanizado de componentes de alto valor añadido para áreas industriales tan diversas como la máquina herramienta, maquinaria agrícola, equipos de minería, maquinaria de procesamiento de alimentos, maquinaria textil, maquinaria para plantas metalúrgicas, etc.
Nuestra capacidad de incorporar rápidamente avances tecnológicos y adaptarnos a las tendencias emergentes es fundamental para abordar con éxito los retos.
Aeronáutico y aeroespacial
Siempre a la vanguardia, los sectores aeronáutico y aeroespacial enfrentan retos significativos en términos de fabricación. La necesidad de componentes ligeros, pero altamente resistentes, junto con geometrías complejas, plantea desafíos que requieren innovar en los procesos de mecanizado.
Danobat y Soraluce ofrecen respuestas únicas para la fabricación y el mantenimiento de los componentes críticos para aviones, helicópteros, satélites o cohetes como son los motores, aeroestructuras, o trenes de aterrizaje, entre otros.
Automoción y movilidad eléctrica
En el sector de la automoción y la movilidad eléctrica, se presentan diversos desafíos en la fabricación de componentes. La aparición de nuevos vehículos eléctricos e híbridos brinda la oportunidad de cambiar hacia un paradigma más sostenible.
Las empresas de Danobatgroup siempre han estado en la punta de lanza, desarrollando soluciones para la fabricación de componentes de automoción junto con los principales fabricantes de vehículos para aplicaciones como ejes del árbol de levas, tulipas, ejes para la caja de cambios, ejes para la bomba de inyección diésel, componentes del steering rack, moldes para la producción de componentes como puertas y capós para vehículos, entre otros.
Ahora este nuevo paradigma nos permite seguir innovando para dar respuesta a los retos de producción de aplicaciones de esta nueva generación de vehículos.

Ferrocarril
Danobat y Soraluce ofrecen soluciones integrales para el mantenimiento y fabricación de diversos tipos de material rodante y estructural para tranvías, metro, trenes interurbanos, de alta velocidad y de mercancías.
Los retos de este sector son diversos y abarcan áreas críticas para la eficiencia, seguridad y sostenibilidad del transporte ferroviario. Uno de los desafíos principales es la necesidad de desarrollar componentes que sean duraderos, manteniendo al mismo tiempo altos estándares de resistencia y seguridad. En este sentido, estamos trabajando junto con los principales fabricantes en nuevas soluciones de fabricación y mantenimiento que incorporan las tecnologías más avanzadas para aplicaciones como ejes, ruedas o bogies.
Energía
Danobat y Soraluce proporcionan soluciones de fabricación para diversos componentes del sector energético, incluyendo las energías renovables, el hidroeléctrico, el gas y el nuclear.
Nos enfrentamos a desafíos y requisitos específicos derivados de la naturaleza crítica de los equipos utilizados en la generación, transmisión y distribución de energía. Soluciones que requieren de alta precisión y tolerancias rigurosas, para asegurar el rendimiento óptimo y la seguridad de los componentes que, en muchas ocasiones, operan en condiciones extremas.
Bienes de equipo
En un sector donde la eficiencia y calidad en la producción son clave, Danobat y Soraluce ofrecen soluciones avanzadas para el mecanizado de componentes de alto valor añadido para áreas industriales tan diversas como la máquina herramienta, maquinaria agrícola, equipos de minería, maquinaria de procesamiento de alimentos, maquinaria textil, maquinaria para plantas metalúrgicas, etc.
Nuestra capacidad de incorporar rápidamente avances tecnológicos y adaptarnos a las tendencias emergentes es fundamental para abordar con éxito los retos.










¿Quieres saber más?


